



联系人: 曾经理 电话:13686665453 地址:广东省东莞市石排镇福隆杨屋工厂区
在注塑成型零件的缩孔问题上都是怎么处理的
来源:立式注塑机厂家 发布时间:2018-07-02 点击量:2054
成型制件表面出现的凹陷叫缩孔,是由于塑料成型时收缩所造成的,所以大多数难以消除。注射成型的过程中,是把熔融塑料注入凉的模腔内,又因塑料导热性很差,所以冷却甚是复杂。
特别是厚壁部分比薄壁部分冷却较缓慢,因而厚壁部分易出现缩孔。另外模具温度稍高部位冷凝缓慢,因而形成模具局部温差,若加上模具本身热传导的差异,那模温度偏高、传导较差的部位就会出现缩孔。
因而,设计时应考虑采用难以出现缩孔的成型制件及模具结构。 如把筋、突出部分变细,并加圆角;或将筋设计成非实心的;把表面设计成花纹来掩饰此缺陷。
1. 收缩量过大
成型塑料本身的热膨胀系数较大时,当然易出现缩孔。
例如PE收缩率0.02~0.05、PP收缩率0.01~0.02、PS收缩率0.002~0.006,即使只要有稍微的加强筋,就会产生凹痕
因此,低温成型这种塑料就不易出现缩孔。若提高注射压力可使更多的塑料注入模腔,所以压力越高缩孔也就相应减小。
可是,温度降到塑料所需最低温度以下,即使提高注射压力,也很难防止结品性塑料的缩孔。
例如聚丙烯、高密度聚乙烯、聚甲醛等,其结晶固体与熔融状态的密度显著不问,所以防止缩孔很困难。这时如果允许用非结晶性共聚体代替,就能减少缩孔。另外,如果填充无机填充剂,如玻璃纤维、石棉等也可使缩孔变小。
2. 冷却不均匀
成型制件壁厚极不均匀时,厚壁部分比薄壁部分冷却的缓慢,因而厚壁部分产生缩孔。
要消除由于壁厚不均匀产生的缩孔,从理论上来说也是困难的,所以设计制件时应使壁厚均匀。也就是说,重点是缩小壁厚的变化。
例如设计凸台时,如果对外径尺寸有要求,就应在中心设置消除缩孔的工艺孔;当要求凸台强度时,不应加粗凸台本身,而应采取利用加强筋增加强度的方式。
平缓凹下的缩孔要比急剧凹陷下去的缩孔不那么显眼,所以不要求精度的制件,应在外层已凝固,中心部分尚柔软能够顶出的状态下出模,然后在空气中或温水中缓冷,这样可使缩孔不明显,不影响使用。
3. 表面固化太慢
壁厚的部位出现缩孔或光泽,是因为表面层没有形成坚固的固化层,当中心部收缩时会将表面向内拉成缩孔,甚至由内向外扩散的热量会将表面层再度熔解而出现光泽。
相反的,在壁厚的部位如果表面层足够坚固,则中心部的收缩会形成真空泡。可降低模温,降低料温,降低熔料通过壁厚区时的速度,使固化层较厚(但易出现真空泡);调整壁厚,如筋部减薄,厚薄缓变;使用低收缩率的塑料;添加发泡剂于塑料中。
4. 注射量调整不当
螺杆式注射成型机注射终了时,必须在螺杆头部与喷嘴之间留有适当数量的熔融塑料(根据机台的大小在5MM左右),用它来缓冲。
若这个缓冲量为零,又把注射量调整到终了时,螺杆同时也顶到底,这样在保压时螺杆就无法前进,因而不能进行保压,塑料收缩就成为缩孔而表现出来。
解决的办法是留有一定的缓冲量,使注射结束时螺扦仍能前进数毫米乃至十几毫米。缓冲量为零(即注射结束螺杆顶到底时)会缩短注射机本身的寿命,必须注意。
5. 压缩不足
流道料(由主浇道、浇道和浇口组成)比成型制件壁厚(容积过小)的模具中,因注射压力不能充分作用到模腔内的熔料上,使收缩量增大,从而出现较大的缩孔。
特别是浇口过小时,即使保压时间充足,但浇口已经凝固,使压力传递不到模腔内的熔料上。尤其是对固熔点不一致的结品性塑料,就更易产生这种现象,还有易出毛刺的模具,因闭合不严而加不上足够的成型压力,也易出现缩孔。
螺杆式注射机设置有止逆环,以防止熔料沿螺杆回流,但比柱塞式注射机易出缩孔。在这一点上,可以说柱塞式注射机比螺扦式注射机好。如上所述,当熔料乃至型腔末端的熔料尚未凝固之前,加上足够的保持压力即可防止压缩不足所造成的缩孔。
所以,增大主浇道、浇道、浇口,尤其是增大浇口直径是很有效的。另外增大注射压力,或加上足够的保持压力也很重要。而熔料不足也助长缩孔。塑料流动性好,如果增加压力,因产生毛刺也会引起缩孔,必要时降低料简温度或改用流动性差的塑料能防止缩孔。
在离浇口较远、流动熔料的末端也容易出现缩孔,这是熔料流到末端的流路阻力引起压力损失所造成的,所以在易出现缩孔的附近开没浇口、或者增加该部位的厚度也是有效的。因此,根据情况增加点浇口数目,或变更浇口位置更为有效。
6. 模具方面
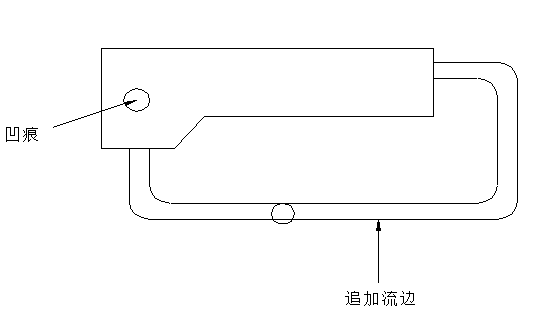
图A 在产生凹痕的地方追加流边
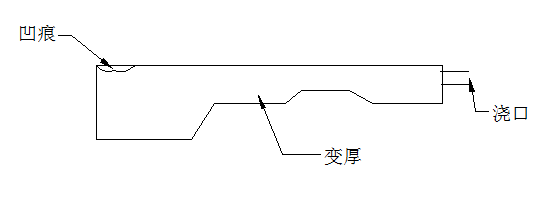
图B 树脂的通边变宽
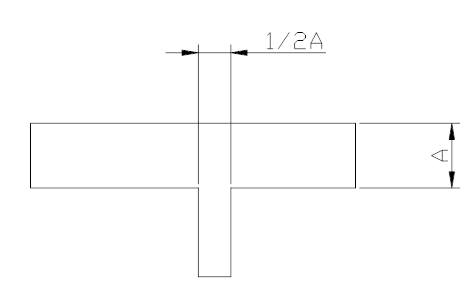
图C 加强筋,狭长状变小
在产生凹痕的地方补上流边(图A)
在产生凹痕的地方的材料通边有狭小的场所时,把这部分加厚(图B)
应彻底避免设计制品厚度的差异。容易产生凹痕的加强筋,狭长的形状应尽量短(图C)
7. 缩孔出现在制件工作面上
有些成型制件即使内部出现缩孔,有时也没有妨碍。这种情形如开头叙述的那样,模具温度高的一面易出缩孔,而温度低的—面很难出现缩孔。
所以,应把不允许出缩孔的面充分冷却,或者相反将允许出缩孔的(即不允许出缩孔的相对面)高温成型也很有效。
推荐产品MORE+










推荐资讯MORE+
- 台富机械的立式注塑机可以打PC料 2022-04-25
- 立式圆盘机多少钱一台哪家厂家好? 2021-08-27
- 立式成型机主要的an全保护内容 2020-10-27
- 立式注塑机厂家送你一份维护保养作业指导书 2020-10-26
- 立式注塑机注射成型存在的问题及解决方法。 2020-10-24
- 打水平要把立式注塑机机械设备调平衡 2020-10-23
- 立式双滑板注塑机生产厂家讲解购买机台你需要关注的参数 2020-10-22
- 立式注塑机在使用期内你掌握如何保养维护保养吗? 2020-10-21
- 东莞注塑机螺杆磨损的原因是什么 2020-10-20
- 是什么原因会让立式注塑机射咀溢胶? 2020-10-19

